




コア機能
1. 初期ガイダンス: 連続鋳造が開始されると、ダミーバーヘッドが銅鋳型で封止されて初期ビレットシェルが形成され、ビレットが伸線機に引き込まれます。
2.張力の伝達:引抜矯正機の張力(通常20~100トン)に耐え、ビレットを連続的に安定して引き抜きます。
3. 安全な分離: ビレットが十分な強度に固まると、ダミーバーとビレットが自動的に分離され、機器の損傷を防ぎます。
種類
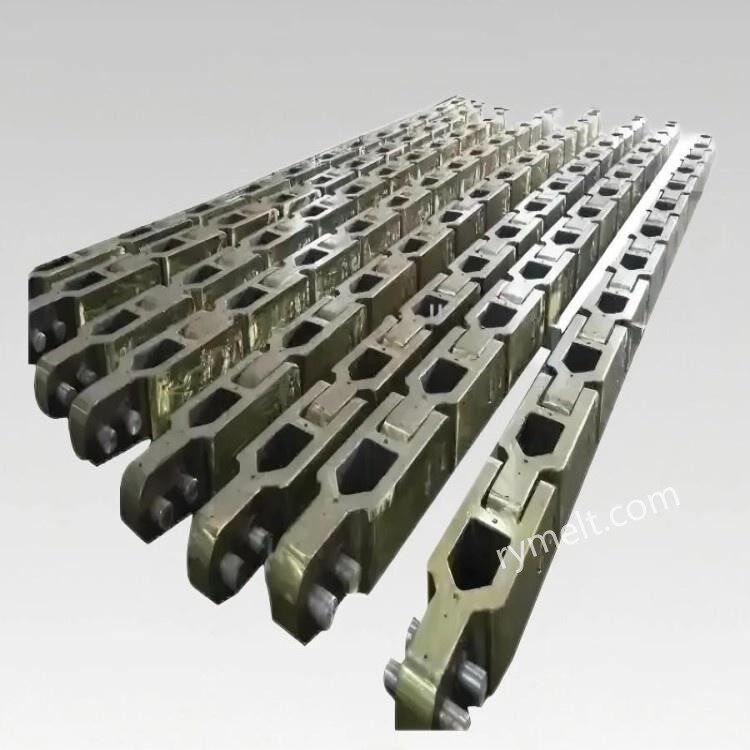
1.剛性ダミーバー:一体鋳造または溶接鋼構造、高強度、可動部品なし、ビレット、角形ビレットおよびその他の単純な表面連続鋳造機に適しています。
2. 半硬質ダミーバー: セグメント化された多関節設計で、局部的な曲げが可能で、スラブ連続鋳造機に適しています (幅-厚さの比率の変化に適応する必要があります)
3.フレキシブルダミーバー:チェーン式または板バネ式構造で、アーク/楕円連続鋳造機(小半径アーク機など)に適用可能
ダミーバーの構造と主要構成要素
1. ロッドの材質: 表面に耐熱コーティング (Al₂O₃ など) がスプレーされた、高-耐熱-合金鋼 (例: . 42CrMo)-。
2. ロッド断面: 長方形 (スラブの場合) または円形 (ビレットの場合)、幅/直径 200 ~ 600 mm。
3.アリ溝ロック機構:銅金型による素早いシールを実現(シール圧力5MPa以上)。
4. グラファイトインレイブロック:ビレットとの付着を軽減し、取り外しが容易です。
5. ガイドローラー群: インゴット-誘導ロッドの両側に配置され、正確な移動軌跡を確保するために水冷ローラー(ローラー表面温度 150 度以下)を採用しています-。
6.冷却システム:高温変形を防ぐための内部水冷パイプ(水圧0.6〜1.2MPa)。
7. 離脱機構: 油圧プッシュ装置 (推力 50~200kN) またはメカニカルジョーにより、ビレットとダミーバーの迅速な分離を実現します。
定期メンテナンス
1. 幾何寸法検査: インゴット-誘導ロッドの真直度 (偏差 1mm/m 以下) とヘッドの摩耗 (3mm 以下) を毎月測定します。
2. シールチェック: 冷却パイプの圧力を四半期ごとにテストします (30 分間の圧力降下が 5% 以下)。
3. 機能テスト: 取り外し動作のシミュレーション (年 2 回)、油圧/機械システムの応答時間 (2 秒以下) を検証します。
よくあるトラブルとその対策
1. ダミーバーの位置ずれ: ガイドローラーの摩耗または銅型の取り付けオフセット、ガイドローラーのブッシュの交換、銅型の位置のレーザー校正。
2. 解除の失敗: 油圧が不十分であるか、爪機構が詰まっている。油圧ステーションのリリーフバルブを確認し、爪ガイドレールを清掃してください。
3. ヘッドがビレットに固着している場合: グラファイト ブロックの損失または冷却不足。グラファイト インレイ ブロックを交換し、冷却水の流れを最適化します。
4. ロッド本体の曲がり、変形:熱応力集中や無理な保管支持、中間支持点の増加、熱間矯正による補修。
推奨事項の選択と使用
1. 適合する連続鋳造機タイプ: ビレット連続鋳造機は半硬質ダミーバーを優先し、ビレット連続鋳造機は硬質ダミーバーを選択します。
2. Balance between capacity and maintenance: high operating rate production line (>85%)、回転効率を向上させるためにモバイル ストレージ デバイスを使用することをお勧めします。
3.低および中容量のワークショップは、固定保管ラック+定期的なアウトソーシングメンテナンスを選択でき、初期投資を削減します。
当社は、ダミーバーの生産と販売において長年の経験があり、専門的および技術的な人材が、顧客の個別のニーズ、生産、加工に応じて対応します。上記のパラメータデータは参考として使用できます。特定のニーズがある場合は、お気軽にお問い合わせください。





